
▶ The Selection of Brazing Rods
Copper tube is the major material in refrigeration equipment, it is mainly used in making heat exchanger & connecting pipes. The most common brazing solders are phosphor cooper solder, silver cooper solder, zinc cooper solder, etc.To ensure the quality of brazing, right solders should be chosen according to the characteristics of the pipes.
Phosper cooper solder (BcuP-2) or phosper solder with low content of silver (ie, 5% / BcuP-3 or 15% / BcuP-5 ) can be chosen for the joining between cooper and cooper.This kind of solder is cheap with good fluidity and no brazing flux is needed.
Phosper cooper solder or brass rods can be used to join cooper and iron, but at this time brazing flux is necessary (ie. borax, boric acid or boric acid mixed flux).

▶ Brazing Procedures
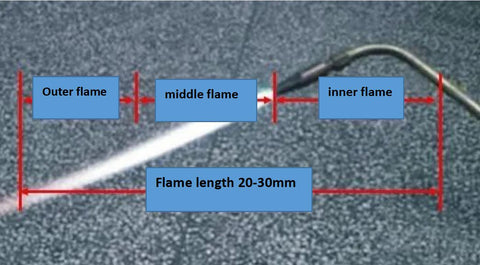
Remove the oil, oxide,stain and dust on the to-be-brazed part of the cooper pipes and put the 2 parts together.The middle flame length should be 20-30cm. Carbonization flame may happen if gas output is bigger than oxygen output.
The to-be-brazed pipes should be heated with brazing torch until the joining part is dark red, at this time, the brazing rods should be wrapped over 0.8mm onto the joining part after softened by the heat. The flame should be stopped when the brazing rods totally melt on the joint.

To stablize the brazed part and remove the slag on the brazing part, you can wipe the brazing part with wet cloth. No porosity and crack should be found in the brazing bead.

▶ Notice for the Brazing Job
- Swaying the torch over the brazing part when heating, do not heat one place for long time
- Adding solder from the opposite side of the flame
- Do not place the torch too close to the brazing part, or flame drawing back may happen.
- When brazing cooper pipes, preheating should be applied on the inserting pipe first, to make 2 pipes contact closely, and preheat the outer pipe after that.
- After the brazing is done, stress exist between different work pieces due to different thermal expansion and contraction ratio, thus heat treatment should be applied on the brazed parts.
- Heat treatment method: when the brazed parts temperature drops to 200-300℃,pls heat the brazing bead (up and down 30mm zone) by swaying the flame quickly (3-5 seconds). Do not heat one place for long time.
▶ Common brazing defects analysis
① Overlap
1.Features: the solder flows out of the joint and overlap

2, Reasons:
- Too much heat applied;
- Too much solder used or not proper way of adding solder;
- Work pieces are not in the same horizontal line when brazing;
3, Precautions:
- Swaying the torch during brazing to avoid over-heating
- Adding solder from the opposite side of the flame
- Ensure two work pieces stable in case they are not in the same horizontal line when brazing
② Undercut
1. Features:The boarder of brazing bead are rotted by the flame, but not burnt through, the pipe wall is damaged

2. Reasons:
- Too much heat applied
- Wrong way of heating
3. Precautions:
- Heat with mid flame
- Sway the torch to avoid too much heat in one place
③ Burnt or Corrosion
1.Features:After rubbing away the oxide peeling off the brazing bead, there are black hard spots on the joint.

2.Reasons:
- Too much heat applied (too high temperature)
- Too long time of brazing
- Use oxidation flame for brazing
- Re-braze (repair- braze)
3.Precautions:
- Use mid flame to braze
- No re-braze or repair-braze
④ Porosity
1.Features: Impurity leads to deep porosity in the bead

- There are oil, impurity or oxide film on the solder or braze piece
- Too much heat makes the phosphor volatilize
- Too quick heating
- Ensure the cleanliness of the solder and braze piece
- Suitable brazing efficiency to ensure the gas in the braze bead discharge while the braze bead solidify.
⑤ Porosity
1.Features:Not enough heating time to ensure the gas discharge from liquid metal and thus the porosity happens

2.Reasons:
- There are impurity or oxide film on the solder or braze piece
- Gas in the braze bead fails to discharge because of too quick brazing job.
- The flames are reducing flame, and reducing flame lead to reducing hydrogen porosity
3.Precautions:
- Ensure the cleanliness of the solder and braze piece
- Use mid flame to braze and don’t braze too quickly
⑥ Burnt Through
1.Features: Braze part next to the bead is burnt through
2.Reasons:
- Not skilled operation, no swaying torch
- Not proper flames and temperature
3.Precautions:
- Sway the torch during brazing job to avoid over-heating in braze piece
- Use mid flame
⑦ Brazing Crack
1.Features:
Brazing cracks include braze piece crack and braze bead crack. The braze piece or braze bead’s mechanical properties weakens and cracks occurs because of residual stress

2.Reasons:
- Material toughness weakens because of higher content of Sulfur.
- Cold contraction rate of cooper is high, the residual stress lead to cracks.
3.Precautions:
- Change to brazing rods with better performance
- Reheat the joint with flame after brazing to eliminate residual stress
⑧ Brazing Joint
1.Features: the brazing joint is not complete, some places are not brazed

2.Reasons:
- Too small heat applied
- The temperature is not uniform when brazing
- There are oxide film, rust or other impurities on the braze bead
3.Precaution:
- Heat the braze bead uniformly
- Add brazing rods when the braze piece gets dark red on the flames